















Dans la fabrication pharmaceutique, la production aseptique de produits pharmaceutiques stériles exige un engagement sans faille en matière de contrôle de la contamination à chaque étape du processus. L'un des moments les plus exigeants sur le plan technique dans tout flux de travail aseptique est le transfert de matériaux (composants, conteneurs, équipements ou produits en cours de traitement) entre des zones de classification de propreté différente. Chaque fois qu'un isolateur, un système de barrière à accès restreint (RABS) ou une salle blanche est ouvert pour introduire ou retirer des matériaux, une voie potentielle de contamination microbienne, particulaire et croisée est créée. Le port Rapid Transfer System, universellement appelé port RTP ou Vanne RTP , existe spécifiquement pour éliminer ce risque en permettant un transfert de matériel entièrement confiné et garanti par la stérilité sans aucune interruption de l'environnement contrôlé. Comprendre le fonctionnement des ports RTP, comment ils sont validés et comment sélectionner le bon système pour une application pharmaceutique spécifique est une connaissance fondamentale pour toute personne impliquée dans la conception de processus aseptiques, la qualification d'installations ou le contrôle de la contamination.
Le principal problème que les ports RTP résolvent dans la fabrication aseptique de médicaments
La fabrication aseptique de médicaments exige que le produit stérile n'entre jamais en contact avec une surface ou un environnement non stérile depuis le point de stérilisation jusqu'à la fermeture finale du récipient. Cette exigence crée un défi d'ingénierie fondamental : comment déplacer des objets physiques (flacons, bouchons, produits lyophilisés, outils ou échantillons) dans et hors d'un isolateur ou d'une salle blanche sans créer ne serait-ce qu'une ouverture incontrôlée momentanée entre l'intérieur stérile et l'environnement environnant ?
Les approches traditionnelles — telles que les sas de transfert avec verrouillages de porte séquentiels, les procédures de décontamination par pulvérisation et essuyage ou les hottes à flux laminaire — nécessitent toutes une intervention humaine à l'interface, introduisent une variabilité procédurale et s'appuient sur la technique de l'opérateur pour leur efficacité. Ces approches peuvent être adéquates pour les transferts à faible risque dans des environnements de grade C ou D, mais elles sont fondamentalement insuffisantes pour un transfert direct dans des isolateurs de grade A manipulant des produits stériles de grande valeur et à haut risque tels que des produits biologiques injectables, des médicaments cytotoxiques, des médicaments de thérapie innovante (ATMP) ou des produits radiopharmaceutiques.

Le port RTP résout ce problème grâce à une conception mécanique qui empêche physiquement toute surface exposée à l'environnement externe d'entrer dans la zone stérile, et empêche simultanément l'intérieur stérile d'être exposé à l'extérieur, quelle que soit la technique de l'opérateur. Le principe est élégant : deux demi-portes, une fixée sur la paroi isolante (le port alpha) et une fixée au conteneur de transfert (le port bêta), ne peuvent être réunies et ouvertes vers l'intérieur que par paire verrouillée. Les surfaces extérieures des deux portes sont reliées entre elles et restent en permanence vers l'extérieur ; seules les surfaces précédemment tournées vers l'intérieur sont exposées à la zone stérile.
Comment fonctionne une valve RTP : mécanique des ports alpha et bêta
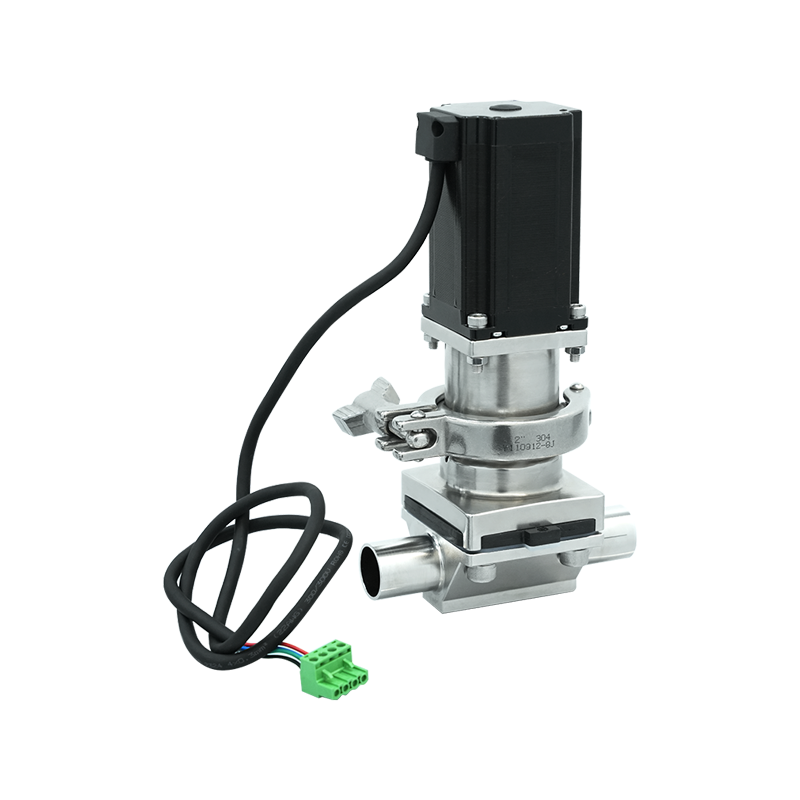
Le système RTP se compose de deux composants complémentaires qui doivent toujours fonctionner ensemble. Le port alpha est le composant fixe installé en permanence dans le mur d'un isolateur, d'une enceinte RABS ou d'un panneau d'accès pour salle blanche. Il contient une porte circulaire dotée d'un mécanisme de verrouillage et, dans la plupart des modèles, d'une capacité de décontamination. Le port bêta est le composant amovible (généralement un conteneur de transfert rigide, un sac ou un tambour équipé d'une porte correspondante) qui est amené au port alpha pour la connexion.
La séquence de connexion commence lorsque la bride du port bêta est présentée jusqu'au port alpha et tournée pour engager le mécanisme de verrouillage – généralement un verrou à baïonnette multipoint nécessitant une rotation angulaire définie pour s'enclencher complètement. Une fois verrouillées, les deux portes sont mécaniquement couplées pour former une seule unité. Le mécanisme de verrouillage libère simultanément l'ensemble de porte combiné, qui est ensuite basculé ou glissé vers l'intérieur dans l'isolateur. Il est important de noter que la surface extérieure de la porte alpha (qui était auparavant exposée à l'extérieur de l'isolateur) est désormais collée face à face avec la surface extérieure de la porte bêta (qui était auparavant exposée à l'environnement de transfert externe). Ces deux surfaces contaminées sont reliées de manière permanente tout au long du processus de transfert et ne sont jamais exposées à l'intérieur stérile.
Une fois le transfert terminé, la porte combinée est remise en position fermée, le conteneur bêta est tourné pour dégager le verrou à baïonnette et le port bêta est retiré. La porte du port alpha revient à sa position scellée, préservant ainsi l'intégrité de l'isolateur. L'ensemble de la séquence de transfert a été réalisé sans aucune voie incontrôlée entre l'intérieur de l'isolateur et l'environnement externe à aucun moment du processus.
Variantes de conception de port RTP et leurs applications
Bien que le principe alpha-bêta soit cohérent dans tous les systèmes RTP, il existe des variations de conception significatives qui affectent l'adéquation aux différentes applications pharmaceutiques. Comprendre ces variantes permet aux ingénieurs de procédés de sélectionner le système le mieux adapté à leurs exigences de transfert spécifiques.
Ports RTP circulaires standard
Le format RTP le plus largement utilisé utilise une porte circulaire d'un diamètre allant généralement de 105 mm à 460 mm, 190 mm et 320 mm étant les tailles les plus courantes dans les installations d'isolateurs pharmaceutiques. La géométrie circulaire offre une surface d'étanchéité uniforme et un mécanisme de verrouillage à baïonnette mécaniquement efficace. Les ports circulaires standard sont utilisés pour transférer des composants tels que des flacons bouchés, des seringues remplies, des bouchons et des petits équipements. Ils sont compatibles avec les conteneurs de transfert rigides, les sacs flexibles soutenus par des cadres extérieurs rigides et les adaptateurs de fûts pour le transfert de composants en vrac.
Décontamination des ports RTP
Pour les transferts nécessitant une étape supplémentaire de bio-décontamination – en particulier lorsque les éléments entrant dans l’isolateur ne peuvent pas être pré-stérilisés de l’extérieur – les ports RTP de décontamination intègrent une petite chambre de décontamination annulaire entre les portes alpha et bêta. Une fois le conteneur bêta verrouillé sur le port alpha mais avant l'ouverture des portes combinées, un agent sporicide (généralement du peroxyde d'hydrogène vaporisé, VHP) est injecté dans cet espace annulaire, décontaminant les surfaces des deux portes et la surface intérieure de la bride du conteneur bêta. Cette approche fournit une réduction logarithmique validée de la charge biologique à l'interface de transfert et est requise pour les transferts dans des isolateurs utilisés pour les tests de stérilité ou les processus biologiques hautement sensibles.
Systèmes de transfert continu de doublures et de tambours
Pour les transferts en vrac de gros volumes (produits lyophilisés en vrac, grandes quantités de composants ou élimination des déchets), les systèmes de revêtement continu et les ports de transfert de tambour étendent le principe RTP à des formats plus grands. Les systèmes de revêtement continu utilisent un manchon de film plastique flexible pré-soudé entre le port alpha et le conteneur de transfert ; Le matériau passe à travers le manchon, qui est ensuite thermoscellé et découpé pour fermer chaque transfert sans jamais exposer l'intérieur de l'isolateur. Les ports de transfert de fûts utilisent une configuration alpha-bêta surdimensionnée pouvant accueillir des fûts pharmaceutiques standard d'une capacité de 10 à 200 litres, permettant le transfert de grandes quantités en vrac dans des isolateurs de confinement pour une manipulation de composés très puissants.
Exigences réglementaires et de validation pour les systèmes RTP
L'utilisation de ports RTP dans la fabrication aseptique de médicaments n'est pas simplement une bonne pratique : c'est de plus en plus une attente réglementaire pour les processus aseptiques basés sur des isolateurs examinés dans le cadre de l'annexe 1 des BPF de l'UE (révision 2022), du Guide de la FDA pour l'industrie des produits pharmaceutiques stériles produits par traitement aseptique et du PIC/S PE 009. La révision de 2022 de l'annexe 1 des BPF de l'UE, en particulier, établit un cadre détaillé pour la stratégie de contrôle de la contamination (CCS) qui traite explicitement le transfert de matériaux vers et hors des environnements de fabrication aseptiques, ce qui impose des attentes élevées quant à l'utilisation de systèmes de transfert fermés validés.
La validation d'un système RTP pour une utilisation pharmaceutique aseptique nécessite la démonstration de trois attributs de performance principaux : l'intégrité du confinement physique, la prévention de la pénétration microbienne et l'efficacité de la décontamination (le cas échéant). Le confinement physique est généralement démontré par des tests de maintien de pression de l'interface alpha-bêta assemblée, confirmant qu'aucun chemin de fuite n'existe au niveau des surfaces d'étanchéité dans les conditions de pression différentielle maintenues dans l'isolateur. La prévention de la pénétration microbienne est validée par des études de provocation dans lesquelles la séquence de transfert est effectuée avec une contamination microbienne à haute concentration appliquée sur les surfaces externes du conteneur de transfert, et l'intérieur de l'isolateur est ensuite testé pour confirmer l'absence de pénétration de contamination.
Pour la décontamination des ports RTP intégrant un traitement VHP, la validation de l'efficacité sporicide suit le cadre ISO 14937, exigeant généralement la démonstration d'une réduction minimale de 6 log des indicateurs biologiques Geobacillus stearothermophilus placés aux endroits les plus difficiles de la chambre de décontamination. Le développement du cycle doit tenir compte de la géométrie spécifique du port et des caractéristiques d'aération du générateur VHP utilisé, car les niveaux résiduels de VHP doivent être réduits à moins de 1 ppm avant que la porte combinée ne soit ouverte dans l'isolateur pour protéger le produit et les opérateurs.
Paramètres de performance clés à évaluer lors de la sélection d'un système RTP
| Paramètre | Spécification typique | Pourquoi c'est important |
| Diamètre du port | 105 mm – 460 mm | Doit accueillir le plus gros article transféré |
| Mécanisme d'étanchéité | Joint torique en EPDM ou silicone, baïonnette multipoints | Maintient l'étanchéité sous la pression différentielle de l'isolateur |
| Matériau de construction | Acier inoxydable 316L, PEEK ou HDPE | Doit être compatible avec VHP, IPA et les agents de nettoyage |
| Capacité de décontamination | Chambre annulaire VHP intégrée (en option) | Nécessaire pour les isolateurs de tests de stérilité et les transferts à haut risque |
| Pression différentielle nominale | ±200 Pa à ±500 Pa (selon la conception de l'isolateur) | Le joint doit maintenir son intégrité à une pression opérationnelle positive ou négative. |
| Durée de vie | 10 000 à 50 000 cycles de connexion | Détermine les intervalles d’entretien et de remplacement des joints |
| Documentation réglementaire | Protocoles FAT/SAT, package de support IQ/OQ/PQ | Requis pour la qualification GMP et la prise en charge des soumissions réglementaires |
Intégration des ports RTP dans la conception de l'isolateur et du RABS
Les ports RTP doivent être spécifiés et positionnés au début de la phase de conception d'un isolateur ou d'un boîtier RABS. La modernisation des ports dans un mur de boîtier existant est techniquement possible mais beaucoup plus complexe que leur intégration au stade de la conception. Le nombre, la taille et l'emplacement des ports RTP doivent être déterminés grâce à une analyse détaillée du flux de matériaux pour le processus, cartographiant chaque matériau qui entrera ou sortira de l'isolateur au cours d'une campagne de production, y compris les matières premières, les composants, les échantillons en cours de processus, les déchets et les éléments de maintenance.
L'emplacement des ports sur le mur de l'isolateur doit équilibrer l'accessibilité ergonomique pour les opérateurs (les ports doivent être accessibles sans postures inconfortables qui augmentent le risque d'erreurs de manipulation), la nettoyabilité (les ports doivent être positionnés de manière à éviter les zones mortes qui accumulent des résidus de produit ou d'agent de nettoyage) et les caractéristiques de flux d'air (les grands ports ne doivent pas être positionnés là où leur porte ouverte pourrait perturber le flux d'air unidirectionnel protégeant la zone de catégorie A). Pour les isolateurs dotés de plus de trois ou quatre ports RTP, une simulation ergonomique et du flux d'air en 3D constitue un investissement rentable pendant la phase de conception afin d'identifier les problèmes potentiels avant la fabrication.
Entretien, remplacement des joints et surveillance continue des performances
Les joints toriques et les joints d'étanchéité des ports RTP sont les composants consommables qui affectent le plus directement les performances de confinement pendant la durée de vie opérationnelle du système. Les joints toriques en EPDM et en silicone utilisés dans les ports RTP pharmaceutiques sont soumis à une déformation rémanente par compression - une réduction permanente du diamètre transversal du joint torique provoquée par une compression soutenue - qui réduit la force d'étanchéité et permet finalement le développement de chemins de fuite. Le taux de déformation rémanente par compression dépend du matériau du joint torique, de la température et de l'environnement chimique, ainsi que du nombre de cycles de connexion et de déconnexion que subit le port.
Les fabricants spécifient généralement des intervalles de remplacement des joints toriques en fonction du nombre de cycles plutôt que du temps calendaire, avec des intervalles allant de 500 à 5 000 cycles en fonction du matériau spécifique du joint torique et de la conception du port. Les installations doivent mettre en œuvre un système de comptage cyclique – soit des journaux manuels, soit des compteurs automatisés – pour suivre le moment où chaque port atteint son seuil de remplacement. Entre les remplacements planifiés des joints toriques, des tests d'étanchéité de chaque port à intervalles réguliers (généralement tous les six mois ou après tout événement de maintenance) à l'aide d'un test de maintien de pression ou de gaz traceur fournissent une assurance continue que l'intégrité du joint est maintenue. Tout port qui échoue à un test de fuite doit être mis hors service, le joint torique remplacé et le port requalifié avant de revenir au service aseptique.
















{kind=link}