















Dans l’industrie pharmaceutique, les performances d’étanchéité des valves sont l’un des éléments essentiels qui garantissent la qualité des médicaments et la sécurité de la production. Parmi elles, les vannes à membrane sont largement utilisées en raison de leur conception structurelle unique, en particulier dans le transport de fluides de haute pureté, les flux de processus aseptiques et le contrôle des produits chimiques corrosifs. Alors, comment obtenir les performances d’étanchéité d’une vanne à membrane pharmaceutique ? Cet article analyse le sujet du point de vue des principes structurels, de la sélection des matériaux, des mécanismes d'étanchéité et des applications industrielles.
1. Structure de base du Vanne à membrane : La fonction barrière du diaphragme
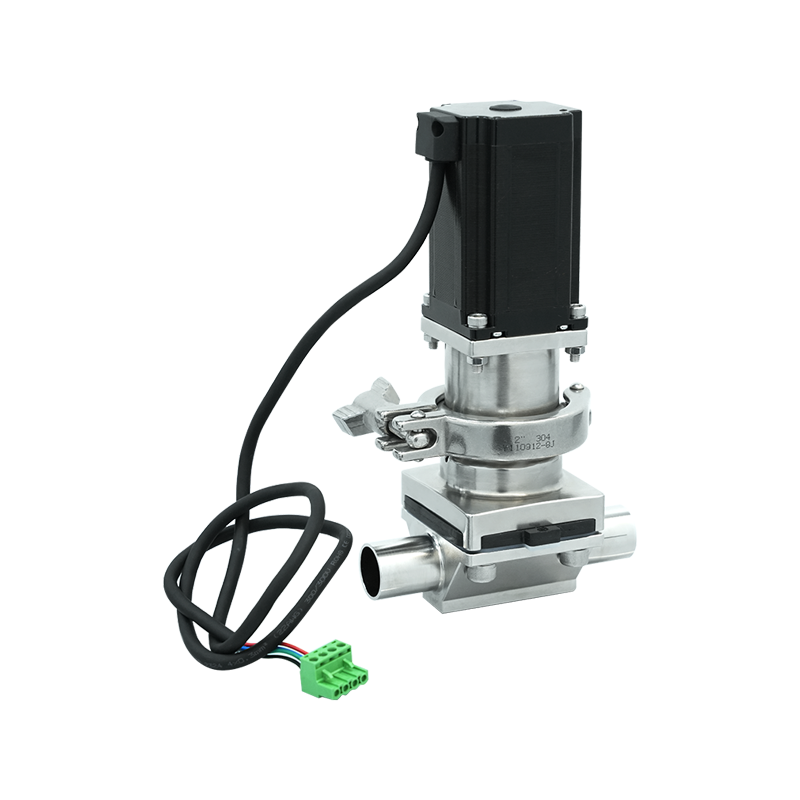
La clé des performances d'étanchéité d'une vanne à membrane réside dans son diaphragme, un composant essentiel généralement constitué de matériaux élastiques tels que le caoutchouc, le polytétrafluoroéthylène (PTFE) ou les fluoroélastomères. Positionné à l'intérieur du corps de la vanne, le diaphragme monte et descend via la tige de la vanne pour ouvrir ou fermer la vanne.
Principe de fonctionnement : lorsque la tige de vanne descend, le diaphragme est fermement pressé contre le siège de vanne, formant une barrière physique qui isole complètement le fluide de la tige de vanne et de l'actionneur. Lorsque la tige de vanne est soulevée, le diaphragme se sépare du siège de vanne, permettant au fluide de s'écouler à travers le corps de vanne.
Avantage d'étanchéité : la déformation élastique du diaphragme lui permet de s'adapter à la surface du siège de vanne. Même si le siège de vanne présente des irrégularités mineures, le diaphragme peut combler les espaces par déformation, garantissant ainsi une étanchéité efficace.
2. Sélection des matériaux : double protection contre la corrosion et la stabilité chimique
L'industrie pharmaceutique impose des exigences strictes en matière de propreté des matériaux, de résistance à la corrosion et d'inertie chimique. Les performances d'étanchéité des vannes à membrane sont directement affectées par le choix des matériaux.

Matériaux du diaphragme :
Types de caoutchouc (par exemple NBR, EPDM) : adaptés aux fluides non corrosifs, offrant une bonne élasticité et de bonnes performances d'étanchéité.
Fluoroélastomères (FKM) : résistants aux températures élevées, aux acides forts et aux alcalis, ce qui les rend adaptés aux environnements CIP (nettoyage sur place) et SIP (stérilisation sur place).
PTFE : hautement chimiquement inerte et compatible avec presque tous les fluides, idéal pour les produits pharmaceutiques de haute pureté et les produits chimiques agressifs.
Matériaux du corps de vanne :
L'acier inoxydable (tel que 316L) est couramment utilisé pour les corps de vannes à membrane pharmaceutiques en raison de sa résistance à la corrosion, de sa facilité de nettoyage et de sa finition de surface conforme aux normes GMP (Good Manufacturing Practice).
Pour certaines applications spécialisées, les corps de vannes peuvent être fabriqués en PTFE ou en plastiques ultra-purs tels que le PFA ou le PVDF pour améliorer la compatibilité chimique.
3. Mécanisme d'étanchéité : conception multicouche pour zéro fuite
Les performances d'étanchéité des vannes à membrane pharmaceutiques sont obtenues grâce à une conception intégrée à plusieurs niveaux plutôt qu'à un seul facteur.
Joint primaire entre la membrane et le siège de soupape :
L’élasticité du diaphragme lui permet de s’adapter étroitement au siège de la vanne, formant ainsi la première couche d’étanchéité. Le siège de vanne est généralement finement usiné avec une très faible rugosité de surface (par exemple Ra ≤ 0,8 μm) pour réduire le risque de fuite.
Joint secondaire entre le diaphragme et le corps de vanne :
Un joint secondaire est établi entre la membrane et le corps de la vanne par compression mécanique ou soudage, empêchant les fuites de fluide depuis les bords de la membrane.
Conception sans espace mort :
Les vannes à membrane traditionnelles peuvent présenter de petits espaces là où la membrane se connecte à l'actionneur, retenant potentiellement le fluide (appelé « espace mort »). Les vannes à membrane pharmaceutiques modernes minimisent ou éliminent les espaces morts grâce à des optimisations de conception telles que des corps de vanne intégrés et des connexions directes membrane-tige pour répondre aux normes de production aseptique.
Étanchéité assistée par actionneur :
Les actionneurs pneumatiques ou électriques contrôlent avec précision le mouvement de la tige de la vanne, garantissant un positionnement stable de la membrane lors de l'ouverture et de la fermeture. Cela évite les défaillances d’étanchéité causées par une compression excessive ou un desserrage.
4. Défis et solutions d'étanchéité dans les applications industrielles
Les processus pharmaceutiques imposent des exigences rigoureuses en matière de performances d'étanchéité des vannes à membrane. Les défis suivants doivent être relevés dans les applications réelles :
Stabilité d'étanchéité dans des environnements à haute température et haute pression :
Pendant les processus SIP, les vannes sont exposées à de la vapeur à des températures supérieures à 121°C et à une pression élevée. Les matériaux du diaphragme doivent résister à des températures élevées et les coefficients de dilatation thermique du corps de la vanne et du diaphragme doivent être compatibles pour éviter une défaillance de l'étanchéité due à une contrainte thermique.
Résistance à long terme aux médias agressifs :
Certains procédés pharmaceutiques impliquent des acides forts, des bases ou des solvants organiques. La sélection de matériaux de membrane résistants à la corrosion tels que le PTFE ou les fluoroélastomères, ainsi que des traitements de surface optimisés (par exemple, électropolissage), peuvent réduire l'érosion chimique.
Longévité d’étanchéité en fonctionnement fréquent :
Les actionnements fréquents des vannes dans la production pharmaceutique peuvent entraîner une fatigue du diaphragme. L'optimisation de l'épaisseur, de la dureté et de la conception structurelle de la membrane (telle que les nervures renforcées) peut prolonger la durée de vie.
5. Tendances futures : technologie intelligente et innovation matérielle améliorant les performances d'étanchéité
Alors que l’industrie pharmaceutique exige une efficacité et une propreté accrues, les performances d’étanchéité des vannes à membrane continuent d’évoluer.
Technologies de surveillance intelligente :
L'intégration de capteurs de pression ou de dispositifs de détection de fuites permet de surveiller en temps réel l'état d'étanchéité des vannes, fournissant ainsi des alertes précoces en cas de défauts potentiels.
Nouveaux matériaux d'étanchéité :
Le développement de matériaux composites avancés qui combinent une élasticité élevée, une résistance à la chaleur et une stabilité chimique améliore encore les performances et la durabilité de l'étanchéité à membrane.
Conception modulaire :
La construction modulaire permet un remplacement rapide de la membrane, réduisant ainsi les temps d'arrêt tout en conservant des performances d'étanchéité constantes après le remplacement.
















{kind=link}