















Pourquoi la sélection des vannes est essentielle dans les systèmes de processus de fermentation
Dans tout processus de fermentation – qu’il s’agisse du brassage de la bière, de la production de produits pharmaceutiques, de la culture de probiotiques ou de la fabrication d’enzymes industrielles – les vannes comptent parmi les composants les plus importants du système. Ils régulent le flux des milieux, du bouillon de culture, des agents de nettoyage, de la vapeur et des gaz via les bioréacteurs, les lignes de transfert et les équipements de traitement. Une vanne qui fuit, abrite une contamination microbienne, introduit des matières étrangères ou ne parvient pas à assurer une étanchéité fiable peut compromettre l'ensemble d'un lot de fermentation valant des milliers, voire des centaines de milliers de dollars. Au-delà de la perte de lots, une mauvaise sélection de vannes dans les fermentations pharmaceutiques ou alimentaires peut déclencher des événements de non-conformité réglementaire entraînant des fermetures d'installations ou des rappels de produits.
Le défi de sélectionner le bon vanne de processus de fermentation réside dans la combinaison unique des exigences imposées à ces composants. Ils doivent maintenir un joint hermétique contre les pressions internes pendant la fermentation active, résister à des cycles de stérilisation agressifs utilisant de la vapeur ou des produits chimiques caustiques, résister à la corrosion causée par les milieux de traitement acides ou alcalins et présenter des surfaces intérieures qui peuvent être complètement nettoyées sans jambes mortes ni crevasses où les micro-organismes peuvent s'accumuler. Aucun type de vanne ne satisfait à lui seul toutes ces exigences de manière égale dans chaque application, c'est pourquoi les ingénieurs de procédés expérimentés sélectionnent différents modèles de vannes pour différents points du processus de fermentation.
Les types de vannes les plus couramment utilisés en fermentation
Plusieurs conceptions de vannes distinctes sont utilisées dans les systèmes de fermentation, chacune présentant des atouts fonctionnels spécifiques qui la rendent adaptée à des conditions de service particulières. Comprendre le principe de fonctionnement et les limites de chaque type est la base d’une sélection efficace de vannes.
Vannes à membrane
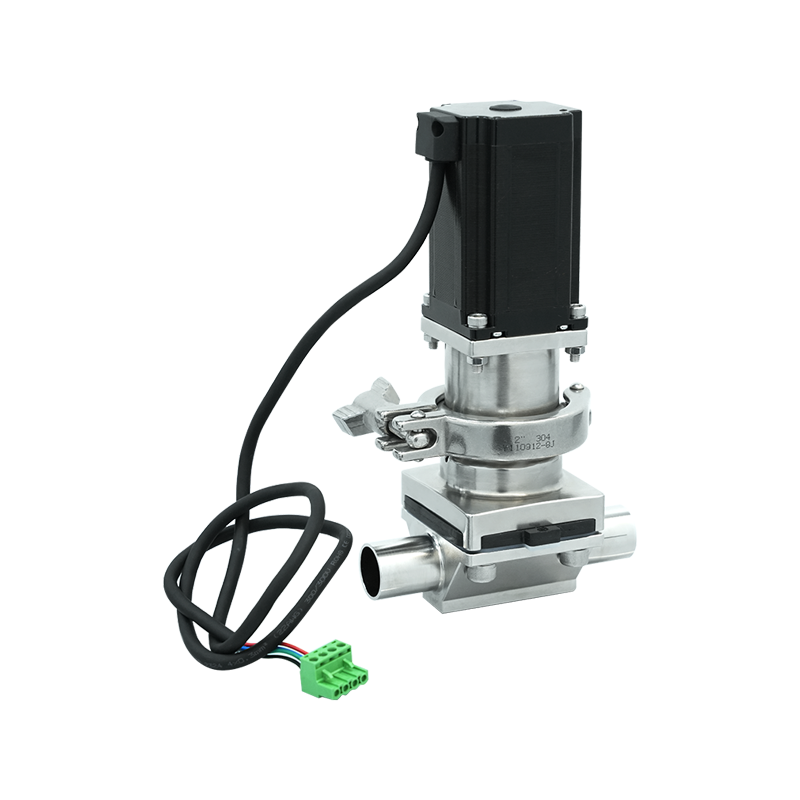
La vanne à membrane est le type de vanne le plus largement utilisé dans les applications de fermentation hygiénique et de bioprocédés. Son principe de fonctionnement est élégant dans sa simplicité : un diaphragme flexible en matériau élastomère est pressé contre un déversoir ou une selle dans le corps de la vanne pour obtenir la fermeture, et rétracté pour permettre l'écoulement. L'avantage essentiel de cette conception est que le mécanisme d'actionnement (le volant, l'actionneur pneumatique et l'ensemble chapeau) est entièrement séparé du fluide de procédé par le diaphragme. Cela élimine le risque que des lubrifiants, des particules métalliques ou des contaminants externes pénètrent dans le flux de traitement, et signifie qu'il n'y a pas de joints d'étanchéité ou de presse-étoupes susceptibles de laisser fuir les fluides de traitement dans l'atmosphère. Les vannes à membrane sont disponibles dans des configurations à corps de déversoir et à passage intégral, le type à déversoir offrant des performances d'arrêt supérieures et le type à passage direct offrant un meilleur drainage et une perte de charge plus faible pour les fluides visqueux.
Vannes papillon
Les vannes papillon sanitaires sont largement utilisées dans les conduites de transfert de fermentation et les sorties de fond de cuve où un contrôle du débit de grand diamètre est nécessaire à faible coût. Un disque circulaire monté sur un arbre central tourne à l'intérieur du corps de la vanne pour moduler ou arrêter le débit. Dans la configuration sanitaire, le disque et l'intérieur du corps sont polis à Ra ≤ 0,8 µm et le joint d'arbre utilise un revêtement élastomère remplaçable qui fournit à la fois le joint de siège et le joint d'arbre en un seul composant. Les vannes papillon offrent un fonctionnement quart de tour rapide, des dimensions face à face compactes et une faible perte de charge en position complètement ouverte, ce qui les rend bien adaptées au déchargement de réservoirs, aux conduites de retour CIP et aux grands collecteurs de transfert. Leur limitation est que le disque central reste toujours dans le chemin d'écoulement même lorsqu'il est complètement ouvert, ce qui crée une obstruction mineure et les rend moins adaptés aux bouillons de fermentation très visqueux ou aux boues à haute teneur en solides.
Vannes à bille
Les robinets à tournant sphérique sanitaires comportent une sphère percée qui tourne pour s'aligner ou bloquer le chemin d'écoulement, fournissant un débit intégral en position ouverte avec une chute de pression pratiquement nulle. Dans les conceptions hygiéniques, la bille et le corps sont fabriqués en acier inoxydable 316L avec une surface intérieure électropolie ou polie mécaniquement, et les anneaux de siège sont fabriqués à partir de PTFE ou de composites PTFE qui offrent une résistance chimique sur une très large plage de pH. Les robinets à tournant sphérique sont préférés pour le service d'isolation marche/arrêt dans les conduites d'alimentation en gaz de fermentation, les ports d'échantillonnage et les circuits de stérilisation, car leur construction à passage intégral permet un drainage complet et leur géométrie simple est facile à nettoyer en place. Cependant, ils ne sont généralement pas recommandés pour le service d'étranglement, car une ouverture partielle provoque des turbulences et une érosion des sièges en PTFE au fil du temps.
Vannes à siège (anti-mélange et monoplace)
Les vannes à simple siège et à double siège anti-mélange sont utilisées dans les installations de fermentation plus complexes où plusieurs flux de produits doivent être manipulés dans la même tuyauterie sans risque de contamination croisée. Une vanne à siège unique utilise un bouchon conique ou plat pressé contre un siège usiné dans le corps de la vanne, offrant d'excellentes performances d'arrêt et une géométrie auto-drainante lorsqu'elle est installée dans l'orientation recommandée. Les vannes Mixproof à double siège comportent deux éléments de fermeture indépendants avec une cavité de fuite entre eux qui est évacuée vers l'atmosphère. Même en cas de fuite d'un siège, le deuxième siège empêche tout produit d'atteindre le côté opposé de la vanne et toute fuite est évacuée en toute sécurité vers un drain. Cette conception à double barrière est obligatoire dans les installations de fermentation laitière et pharmaceutique où le traitement simultané de différents flux de produits dans des canalisations partagées est requis par la conception du processus.
Sélection des matériaux pour les corps de vanne et les composants en contact avec le fluide
Les matériaux utilisés dans les parties en contact avec le fluide d'une vanne de processus de fermentation (le corps, l'élément de fermeture, les sièges et les joints) doivent résister aux conditions chimiques, thermiques et biologiques spécifiques du processus tout en conservant l'intégrité de la surface au cours de cycles de stérilisation répétés. Une mauvaise sélection de matériaux est l’une des principales causes de défaillance prématurée des vannes et de contamination des processus dans les installations de fermentation.
- Acier inoxydable 316L : Le matériau standard pour les corps et les composants internes des vannes sanitaires dans les domaines de la fermentation des aliments, des boissons et des produits pharmaceutiques. La faible teneur en carbone du 316L (maximum 0,03 % de carbone) minimise la sensibilisation et la corrosion intergranulaire lors des cycles répétés de stérilisation à la vapeur. Sa teneur en molybdène offre une résistance supérieure aux piqûres induites par le chlorure par rapport à l'acier inoxydable 304, ce qui est important dans les systèmes CIP utilisant de l'hypochlorite de sodium ou d'autres désinfectants chlorés.
- EPDM (Ethylène Propylène Diène Monomère) : L'élastomère le plus largement utilisé pour les membranes et les joints de siège des vannes de fermentation. L'EPDM offre une excellente résistance à la stérilisation à la vapeur, aux produits chimiques alcalins CIP et aux milieux aqueux sur une large plage de températures. Il n’est pas compatible avec les huiles ou les solvants à base d’hydrocarbures, mais cela pose rarement un problème dans les environnements de fermentation aqueux.
- PTFE (Polytétrafluoroéthylène) : Utilisé pour les bagues de siège des vannes à bille et comme matériau de revêtement dans les vannes à membrane exposées à des conditions chimiques agressives. Le PTFE est chimiquement inerte vis-à-vis de pratiquement tous les milieux de traitement rencontrés lors de la fermentation, y compris les acides forts, les bases fortes et les désinfectants oxydants, mais il a une élasticité limitée et doit être soigneusement serré lors de l'assemblage pour maintenir l'intégrité du siège.
- Élastomères de silicone : Préféré dans la fermentation pharmaceutique et biotechnologique pour les diaphragmes et les joints où la conformité FDA et la minimisation des extractibles sont obligatoires. Le silicone est intrinsèquement pauvre en composés extractibles, autoclavable à la vapeur et compatible avec les méthodes de stérilisation par irradiation gamma utilisées dans les systèmes de bioprocédés à usage unique.
- Aciers inoxydables duplex et fortement alliés : Utilisé dans des environnements de fermentation agressifs impliquant des concentrations élevées de chlorure, des milieux à faible pH ou des températures élevées qui dépassent la résistance à la corrosion de la norme 316L. Les nuances duplex telles que le 2205 ou les nuances super-austénitiques comme le 904L offrent des indices de résistance aux piqûres (PREN) nettement plus élevés pour ces conditions de service exigeantes.
Normes d'hygiène et exigences en matière de finition de surface
Les vannes de processus de fermentation utilisées dans la production alimentaire, de boissons, laitière et pharmaceutique doivent être conformes aux normes de conception hygiénique reconnues qui régissent la finition de surface, les dimensions des zones mortes, la drainabilité et la traçabilité des matériaux. Le respect de ces normes n'est pas simplement une formalité réglementaire : il détermine directement si la vanne peut être nettoyée et stérilisée de manière fiable en service sans héberger de contamination résiduelle entre les lots.
Les deux principales normes régissant la conception des vannes hygiéniques sont les normes sanitaires 3-A (utilisées principalement en Amérique du Nord) et les directives EHEDG (European Hygienic Engineering and Design Group) (utilisées principalement en Europe et à l'échelle internationale pour les applications pharmaceutiques). Les deux normes exigent que la rugosité de la surface mouillée ne dépasse pas Ra 0,8 µm pour la plupart des applications, Ra 0,4 µm ou mieux étant requis pour le service pharmaceutique aseptique. La finition de surface est obtenue par polissage mécanique, électropolissage ou une combinaison des deux : l'électropolissage réduit non seulement la rugosité de la surface, mais élimine également le fer incrusté et d'autres contaminants de surface, créant une couche d'oxyde de chrome passivée qui améliore la résistance à la corrosion.
Le contrôle des jambes mortes est une autre exigence essentielle en matière de conception hygiénique. Une branche morte est toute section de tuyauterie ou de cavité de vanne qui n'est pas balayée par le flux principal du processus ou le flux de nettoyage CIP, créant une zone stagnante où les micro-organismes peuvent s'accumuler et se multiplier entre les cycles de nettoyage. La règle acceptée par l'industrie limite les branches mortes à 1,5 fois maximum le diamètre du tuyau en longueur. Les conceptions de vannes qui intègrent des cavités encastrées, des ports borgnes ou des chambres de garniture de tige qui communiquent avec le fluide de procédé violent cette exigence et ne sont pas acceptables dans un service de fermentation hygiénique.
Comparaison des types de vannes par application de fermentation
Différentes positions dans le processus de fermentation exigent différentes caractéristiques de vanne. Le tableau suivant présente les types de vannes les plus courants et leurs points d'application optimaux dans une installation de fermentation typique.
| Point d'application | Type de vanne recommandé | Raison clé |
| Port d'inoculation du bioréacteur | Vanne à membrane | Pas de jambes mortes, vapeur, barrière stérile |
| Lignes de récolte et de transfert | Vanne à siège anti-mélange | Empêche la contamination croisée entre les flux |
| Sortie de fond de réservoir | Vanne papillon | Grand alésage, actionnement rapide, auto-vidange |
| Alimentation en gaz (air, CO₂, N₂) | Robinet à tournant sphérique | Passage intégral, perte de charge nulle, arrêt fiable |
| Circuit de stérilisation à la vapeur | Vanne à membrane ou à soufflet | Tolérance à haute température, pas de chemin de fuite externe |
| Fourniture et retour CIP | Vanne papillon ou monoplace | Résistance chimique, capacité de débit élevée |
| Port d'échantillonnage | Vanne d'échantillonnage aseptique | Extraction d'échantillons stériles sans contamination |
Options d'actionnement et automatisation dans les systèmes de vannes de fermentation
Les installations de fermentation modernes fonctionnent avec des niveaux élevés d'automatisation et l'actionnement des vannes est un élément essentiel de l'architecture de contrôle des processus. Les vannes manuelles conviennent aux opérations peu fréquentes telles que l'isolement de maintenance ou l'échantillonnage manuel, mais la majorité des vannes d'un système de fermentation continue ou par lots seront actionnées pneumatiquement ou électriquement et contrôlées par le système de contrôle distribué (DCS) ou le contrôleur logique programmable (PLC) de l'installation.
Les actionneurs pneumatiques sont de loin la technologie d'actionnement la plus courante dans les systèmes de vannes de fermentation car ils sont simples, rapides, fiables et intrinsèquement sûrs dans les environnements où existe un risque d'étincelle électrique en raison de solvants ou de gaz inflammables. Les actionneurs à ressort de rappel à simple effet sont le choix standard pour le service marche/arrêt, car ils ne parviennent pas à une position de sécurité définie (complètement ouverte ou complètement fermée) en cas de perte de pression d'air de l'instrument. Ce comportement de sécurité est essentiel dans les systèmes de fermentation où la position de la vanne au point de panne de courant ou d'air peut déterminer si un lot est sauvegardé ou perdu. Les actionneurs à double effet, qui nécessitent une pression d'air pour s'ouvrir et se fermer, sont utilisés lorsque des forces d'actionnement très élevées sont nécessaires ou lorsque la position de sécurité n'est pas critique pour la sécurité du processus.
Le retour de position de la vanne est fourni par des interrupteurs de fin de course ou des transmetteurs de position montés sur l'ensemble actionneur, qui confirment au système de contrôle si la vanne est complètement ouverte, complètement fermée ou dans une position intermédiaire. Dans la fermentation pharmaceutique aseptique, le système de contrôle doit recevoir un retour de position confirmé avant de passer à l'étape suivante d'une séquence automatisée : une vanne qui ne parvient pas à confirmer sa position commandée dans un délai d'attente défini déclenchera une alarme et arrêtera la séquence, empêchant ainsi le processus de se dérouler dans un état indéfini ou dangereux. Les positionneurs dotés d'une capacité de communication HART ou bus de terrain permettent une surveillance continue de la position des vannes et la collecte de données de diagnostic, permettant ainsi des programmes de maintenance prédictive qui identifient la dégradation des vannes avant qu'une panne ne se produise.
















{kind=link}